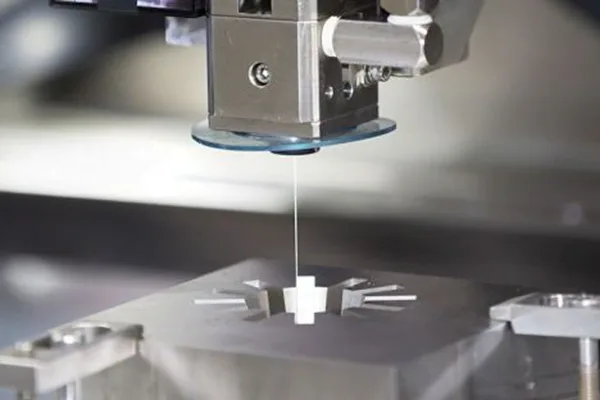
Wire EDM Cutting involves using electrical sparks to cut through a workpiece made from a conductive material such as aluminum, copper, brass, or stainless steel.
The Wire EDM process begins with the setup of a CNC machining center. This is done by programming a set of instructions into the machine’s control center that will guide the wire feed and spark gap to the desired location on the workpiece. After that is complete, Wire EDM Cutting can begin.
Wire EDM Machining utilizes a special type of wire to create an electrical arc between the workpiece and the tooling electrode (the Wire). This electrical arc then melts away small amounts of material as it travels across the surface of the workpiece at high speeds. This article will outline the steps involved in Wire EDM Cutting and provide an overview of how it works.
Table of Contents
Benefits of wire EDM machining

Wire EDM machining offers many advantages over traditional cutting methods including the ability to work with highly conductive materials such as steel, copper, titanium and aluminum with superior accuracy and repeatability that cannot be achieved by other manufacturing processes.
Wire EDM machining can provide quick turnaround time for prototyping, reduce production costs and enable complex geometries. Wire EDM machining requires less material to produce a component than traditional methods such as milling, grinding or turning. This can lead to significant cost savings.
In addition, it’s an environmentally friendly manufacturing process that does not produce hazardous waste materials or pollutants.
By taking advantage of these key benefits, wire EDM machining provides businesses with cost savings, greater precision, flexibility, and an environmentally friendly manufacturing process that can help them stay competitive in today’s market.
The steps involved in the wire EDM process
Wire EDM is a technology used to cut and shape extremely hard materials. It is typically used for the production of intricate shapes, such as those found in medical implants, aerospace components, and other highly precise parts. The process involves using an electrically charged wire to erode material along a predetermined path. To understand how this works, it’s important to be familiar with the steps involved in the wire EDM process.
The first step in the wire EDM process is preparing the workpiece by clamping it securely into place. Depending on its size and complexity, additional support may need to be added to prevent movement or distortion during the machining process.
Next, a computer-controlled system operates the wire itself, controlling its speed and direction as it passes through the workpiece. The rate of feed is very important to ensure a consistent cut quality; too slow and accuracy will be compromised while too fast can cause damage to the material being worked on.
After the cutting phase is complete, any remaining burrs are removed using an electric spark erosion process. This ensures that all surfaces are smooth and evenly cut with no visible marks left behind.
Finally, an inspection should always be performed to check for accuracy and dimensions before sending off the finished product to its destination.
All these steps combined result in a highly accurate final product that meets even the most demanding requirements.
Notes For Wire EDM Machining
1. Reasonable selection of workpiece materials
When choosing a material for wire EDM machining, several factors must be taken into consideration.
Firstly, the material needs to have good electrical conductivity which is necessary for efficient current transmission. Good electrical conductivity also reduces arcing, which can damage the wire and result in poor surface finish or other defects.
Secondly, the material’s hardness should be considered; harder materials are more difficult to machine and require higher cutting forces that may cause excessive wear on the tooling and machinery components.
Additionally, some materials may contain additives such as lubricants or abrasives that could interfere with the milling process and lead to decreased accuracy of the final product.
Finally, it is important to consider how easy it will be to work with specific materials; some materials may require special tooling or additional machining steps that could be time-consuming and costly.
2. Choose the type of electrode wire
When choosing the type of electrode wire to be used in wire EDM machining, there are several factors to consider.
First, you should choose a wire material that is compatible with the material being machined. In general, copper and brass wires are recommended for harder materials such as steel or stainless steel. If a softer material such as aluminum needs to be machined, then it’s recommended to use an aluminum-titanium alloy wire.
The second factor to consider is the size of the wire needed for your specific application. The most common sizes range from 0.0004” (0.01mm) up to 0.012” (0.3mm). Typically, larger diameter wires provide better cutting performance than thinner wires, but the amount of wire needed and the speed of the cutting will also be a factor.
Lastly, you should choose a wire that is capable of withstanding the electrical discharge from your EDM machine. Generally speaking, brass and copper wires have good resistance to electrical discharge, so they are preferable over other materials for most applications. However, it’s important to check what types of electrode wires are available for your specific EDM machine before making a purchase.
3. Positioning of the electrode wire
Positioning of the electrode wire when wire EDM machining is a critical step in the process. The position of the wire relative to the part must be precise, and consistent throughout the machining process. This requires that the machine operator properly measure, align and secure the electrode wire before beginning any cutting or drilling operations.
Additionally, it is important to ensure that the wire remains taut during machining to avoid vibration or shifting in position. Properly securing and positioning the electrode wire will help ensure the accuracy and repeatability of all EDM operations.